
- About Us
- Information
-

The Author ensures that the research has been conducted responsibly and ethically with adherence to all relevant regulations. read more..
- For Authors
- For Reviewer
- Manuscript Guidelines
- Membership
- Publication Ethics
-
- Journals
- Reprints
- e-Books
- Videos
- Policies
- Contact Us
 COVID-19
COVID-19
- Submissions



Full Text
Trends in Textile Engineering & Fashion Technology
Improve Productivity of Warping by Optimization of Warping Speed and Beam Pressure
Patil RT1, Gulhane SS1*, Raichurkar PP1 and Sanjay Basak2
1Centre for Textile Functions, India
2Alok Industries Limited Weaving Division, India
*Corresponding author:Gulhane SS, Centre for Textile Functions, India
Submission: May 05, 2019; Published: June 21, 2019

ISSN 2578-0271 Volume5 Issue2
Abstract
Warping is aimed at preparing the weaver’s beam to be set up on the weaving machine. In warping, the yarns are taken from the spools placed on the creel and are wound around the warp beam or roll as per the calculated width of the fabric, an uninterrupted length of hundreds of warp yarns results, all oriented parallel to one another. The present study was conducted to determine the number of yarn breaks in the warping process on warping machine. The present study was conducted to determine the number of yarn breakages in the warping. It is the process which involves preparing the weaver’s beam for the weaving process with a predetermined number of spools or creel to the warp beam. The research encloses the basic problem of the amount of breakage rate of cotton yarns during the warping process during the production process which results in an increment of waste and poor quality of product. The project is based on approach to find out optimum process parameters based on the results of these experiments and analysis of the process parameters for improvement in warping quality.
Keywords:Warping; Quality of warp beam; Speed of Warping; Beam Pressure at Warping; End Breakages at Warping
Introduction
Warping is the first step of fabric manufacturing. After winding yarn packages are undergoing warping process to prepare warp beam. The objective of warping process is to convert the yarn packages into a warper’s beam having desired width and containing requisite number of ends. Uniform tension is maintained on individual yarns during warping. The yarns are would on the warper’s beam in the form of a sheet composed of parallel bands of yarns each coming out from a package placed on the creel. The latest beam warping machines have a very simple design, which results in higher speed & consequently in output increase. In order to keep pace with the ever-growing demand of increasing productivity, many developments and automations are done in the High-Speed Warping Machine. In warping pressure is applied on the warp beam to prepare uniform and circular warp beam. This pressure applied on the beam maintain uniform density and hardness of the beam. Soft beam shows lower beam content, conical cross-section of the beam and missing end problem, thus it is important to apply tension on the warp beam [1-3]. The amount of increase in the beam drum pressure related with the elongation of the warp yarn during the warping. The number of cut yarns increases when the yarns are intruded from the guide reed. When the amount of tension increases on the warp yarns the breakage rate increases because of the increase in the beam drum pressure. Thus, lower the beam drum pressure, lower will be the breakage rate at warping, leads to increase the production rate. Thus, beam pressure is to be optimized set to get lower end breakages at lower beam pressure as well as higher warp content with higher beam pressure. The quality of the warp beam i.e. number of breaks, loss in yarn quality during warping highly affects the warp breakage rate at sizing and weaving. If the number of breakages is more in warping more breakages will occur in sizing and subsequently in weaving. Quality of the fabric weave and number of defects depends up on the breakages occurred in the loom.
Project objective
The quality of the warp beam affects the productivity of the loom shed. It is important to prepare the warp beam at warping which can run on sizing and weaving machine with highest efficiency. As the number of end breakages on warping machine is a direct indicator of warp beam quality attempts are made to optimize the number of end breakages on warping with respect to speed and beam pressure during the warping. The speed of the warping and beam pressure have significant impact on the number of breakages. This impact is different for the different count range of the warp yarn in the warping process. The objective of this project was to find out the optimum speed and beam pressure for different sorts of the fabric running in the loom shed [4-7].
Materials and Methods
Experimental work was conducted on the running production floor of a warping department in Alok industries limited weaving division, Sivas. The experimental trials were conducted to reduce the warp breakage rate to the minimum level at optimum speed and drum pressure of the warping process for four sorts of the fabrics with 20Ne, 40Ne, 60Ne and 100Ne warp count [8-10]. Each sort of the fabric was tested for end breakage rate by varying speed and drum pressure of the warping. The results of these trails were analyzed to find the optimum level of the speed and drum pressure for each sort running in the warping department. Details of warping machine and fabric sorts are given in the following tables.
Experimentation
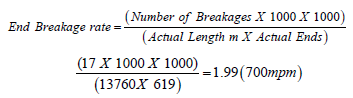
The selected two process parameters its three levels taken for experimentation for each sort of the fabric to find out its effect on the warp breakage rate are given the following table. These parameters are sent at different levels by using control panel of the warping machine. Then for each trial end breakages are noted to calculate end breakage rate (Table 1).
Table 1:Machine and sort details selected for study.

Result and Discussion
In the a given sort the quality of the yarn packages in terms of yarn strength and package faults, condition of the warping machine reflects on the end Breakage rate at warping. Proper recording of cause-Wise End breaks at warping will help in identifying the necessary Corrective action to be taken to reduce the end breakage rate. The different types of breaks are noted such as, weak place, thin place, slip splice, slub, entangle, cut, end, etc. In this study noted several breakages occurred on the warping with its causes. From this observation end breakage rate per 1000, per 1000 ends are calculated. This study was conducted on four sorts with 20Ne, 40 Ne, 60Ne and 100. The speed of the warping machine is varied 50m/min lesser and 50m/min more than the set running speed. In each speed of warping the numbers of breaks are noted. The case wise breakages at different speed and its causes are discussed in this chapter (Table 2).
Table 2:Process parameters and its levels selected for study.

Effect of warping speed on EBR
The effect of speed on EBR for selected four sorts of the fabric were given in the following observation tables. The possible causes for EBR were explained in the discussion part and optimum level of speed suggested for each sorts of the fabric.
Sort No-19382A (20s OE) (Table 3):
Table 3:Warp breakage rate for sort 19382A (20sOE).

Similarly, EBR was calculated every trail of the experiment.
Discussion:
1) At speed 700mtr/min and breakages rate is 1.99 at 650mtr/ min and breakages rate is 1.76 and at 600mtr/min breakage rate is 0.46 thus it is better to run at lower speed for lower end breakage rate.
2) At speed 650mtr/min and breakages rate is 1.76 at 600mtr/ min and breakages rate is 0.46.
Sort No- 19173EJ (40sNe) (Table 4):
Table 4:Warp Breakage Rate for Sort19173EJ (40sNe).

A. Observation
1) Results show that the warp breakages are minimum at 600m/ min warping speed.
2) With increase in speed breakages increases due to failure of weak places and splice.
3) Cause wise observation shows that the end breakages in 650 m/min are more than 700 m/min due the more breakages caused by Entanglement. Entanglement caused due to vibration of machine while running at 650rmp.
Sort No- 31645 (60s Ne) (Table 5):
Table 5:Warp Breakage Rate for Sort 31645 (60sNe).

A. Observation
1) Results show that the warp breakages are minimum at 550 m/ min warping speed.
2) With increase in speed breakages increases due to failure of weak places and splice.
3) Causes for breakages from observation shows that the end breakages in 500 m/min are more than 550 m/min due the more breakages caused by Entanglement formation of snarls.
Sort No- 191304 (100s Ne) (Table 6):
Table 6:Warp Breakage Rate for Sort 191304 (100sNe).

A. Observation
1) Results show that the warp breakages are minimum at 500m/ min warping speed.
2) With increase in speed breakages increases due to failure of weak places and splice.
Effect of drum pressure on EBR
The effect of drum pressure on EBR for selected four sorts of the fabrics were given in the following observation tables. The possible causes for EBR were explained in the discussion part and optimum level of drum pressure suggested for each sorts of the fabric.
Sort No-19382A (20 Ne) (Table 7):
Table 7:Warp breakage rate for Sort 19382A (20Ne).

A. Observation
1) At drum pressure at 300 and breakages rate is minimum 350 thus it is better to run at lower drum pressure for minimum end breakage rate.
2) As the amount of tension increases on the warp yarn, breakage rate increases because of the increase in the beam drum pressure.
3) Thus, lower the beam drum pressure, lower will be the breakage rate of cotton yarns which increase the production rate and also will increase the warping process for the next stage.
Sort No- 19173EJ (40 Ne) (Table 8):
Table 8:Warp breakage rate for Sort19173EJ (40Ne).

A. Observation
1) At drum pressure at 300 and breakages rate is minimum 350 thus it is better to run at lower drum pressure for minimum end breakage rate.
2) When the amount of tension increases on the cotton yarns the breakage rate increases because of the increase in the beam drum pressure.
3) Thus, lower the beam drum pressure, lower will be the breakage rate of cotton yarns which increase the production rate and also will increase the warping process for the next stage.
4) An increase in the Number of Cut Yarns decreases the production rate and also lengthens the warping process.
Sort 31645 (60 Ne) (Table 9):
A. Observation
1) At drum pressure at 300 and breakages rate is minimum 350 thus it is better to run at lower drum pressure for minimum end breakage rate.
2) Thus, lower the beam drum pressure, lower will be the breakage rate of cotton yarns which increase the production rate and will increase the warping process for the. next stage.
3) This is because the Beam Drum Pressure has a large effect on the required properties of the cotton like fibre elongation, fibre strength, fibre length, fineness, No. of yarn counts, etc.
Table 9:Warp breakage rate for Sort 31645 (60Ne).

Sort 191304 (100 Ne) (Table 10):
Table 10:Warp breakage rate for Sort 191304 (100Ne).

A. Observation
1) At drum pressure at 300 and breakages rate is minimum 350 thus it is better to run at lower drum pressure for minimum end breakage rate
2) When the amount of tension increases on the cotton yarns the breakage rate increases because of the increase in the beam drum pressure
3) Thus, lower the beam drum pressure, lower will be the breakage rate of cotton yarns which increase the production rate and will increase the warping process for the next stage.
Conclusion
In this study it is observed that the speed and beam pressure both effects on the end breakage rate at warping. The increase in speed increases ends, breakage rate, for courser count rise in speed increases rapidly as compared with medium count. This is due to breakages of weak places and splices in the yarn. In case of finer count increase in speed shows increment in the end breakage rate with linear relationship. In warping drum pressure is applied to prepare compact and cylindrical warp beam. This pressure needs to be optimized as it is observed that beam pressure effects on the end breakage rate of the warping. The increase in beam pressure increases hardness of the beam consequently tension in the warp yarn. This rise in the tension causes end breakages. It is observed that an increase in the beam pressure for courser count increases end breakages with small extent, further increase in the beam pressure increases the end breakage rate significantly. In the finer count increase in beam pressure increases end breakage rate with small rate.
References
- Alsaid AA, Mourad MM, Abeer EE (2013) A study of yarn breaks on warping machines. Life Science Journal 10(1): 108-114.
- Bankebihari S, Gurbaksh (2015) An observed study of factors affecting productivity in textile industries. International Journal of Industrial Engineering 2(3): 22-25.
- Adanur S (2001) Handbook of weaving. Technomic Publishing, Pennsylvania, USA.
- Giovanni C, Salvatore M, Giuseppe S, Matteo S (2000) Weaving reference book of textile technologies. Italian Association of Textile Machinery Producers, Milano, Italy.
- Dayik M (2009) Prediction of yarn properties using evaluation programming. Textile Research Journal 79(11): 963-972.
- Kohlen, Karl H (1987) Creel for warping machine, USA.
- ACIMIT (2000) The Italian textile machinery industry today: characteristics raw materials technologies. Published for technical high schools.
- Morton WEJ, Hearls WS (2008) Physical properties of textile fibres. (4th edn), Woodhead Publishing Limited, Cambridge, England.
- Deopura BL, Alagirusamy R, Joshi M, Gupta B (2008) Polyesters and polyamides. Wood head Publishing Limited, Cambridge, England.
- Nosraty H, Ali AA, Jamshidi M (2009) Fatigue behavior of filament warp yarns under cyclic loads during weaving process. Textile Research Journal 79(2): 154-165.
© 2019 Gulhane SS . This is an open access article distributed under the terms of the Creative Commons Attribution License , which permits unrestricted use, distribution, and build upon your work non-commercially.
Editor In Chief







.jpg)

























Signup for Newsletter

Quick Links
 Editorial Board Registrations
Editorial Board Registrations Submit your Article
Submit your Article Refer a Friend
Refer a Friend Advertise With Us
Advertise With UsOur Recent Edition

.jpg)



Top Editors




.jpg)

















.bmp)
.jpg)
.png)
.jpg)













.jpg)






.png)

.png)




.png)




Financial Support

Sponsors

Latest e-Books

Latest Video

 a Creative Commons Attribution 4.0 International License. Based on a work at www.crimsonpublishers.com.
Best viewed in
a Creative Commons Attribution 4.0 International License. Based on a work at www.crimsonpublishers.com.
Best viewed in